

我们的绗磨管【缸筒】精益求精视频现已上线,解锁产品新视界,视频带你一探究竟!
以下是:绗磨管【缸筒】精益求精的图文介绍

香港企业旺旺珩磨管绗磨管油缸管第二、镀铬液压珩磨管如何生锈1.用化学酸洗完之后再用电解方法进行一次补充就可以让镀铬液压珩磨管得到非常好的保护了,对镀铬液压珩磨管进行除锈,在给镀铬液压珩磨管除锈时主要采用钢丝刷对它的表面进行打磨,这种方法可以有效的去除镀铬液压珩磨管表面松动或翘起的铁锈。2.对镀铬液压珩磨管的表面进行清洗,在对镀铬液压珩磨管进行清洗时要用溶剂或乳剂对表面进行清洗,用来达到除油和除灰尘的作用,这种方法只适合于去除镀铬液压珩磨管表面的油脂和灰尘对锈和氧化皮是无法去除的,因此在防腐生产中这种方法只能作为辅助手段。优质精密绗磨管故障诊断的操作原则


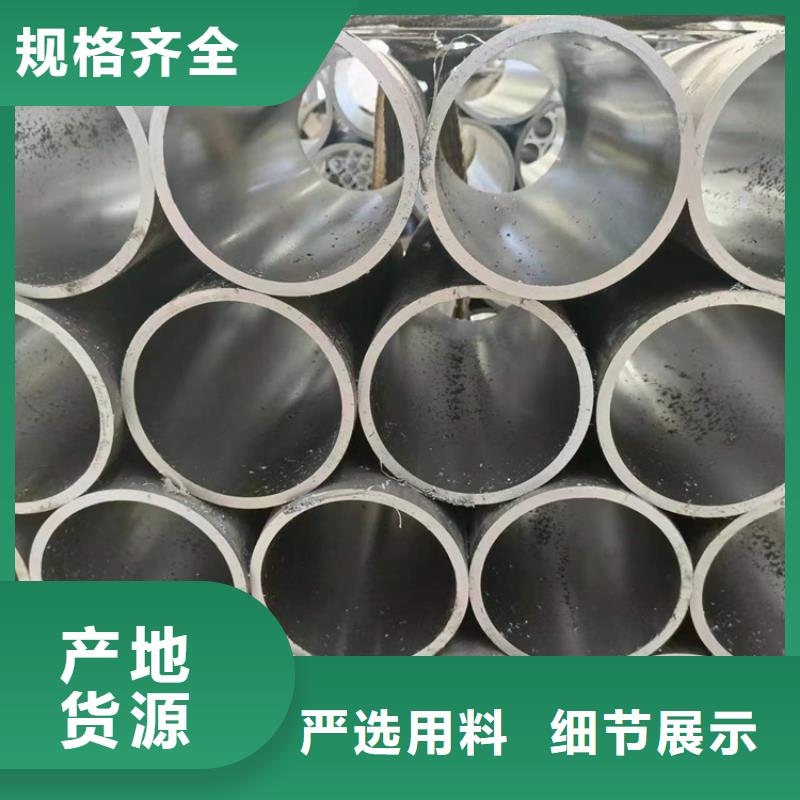
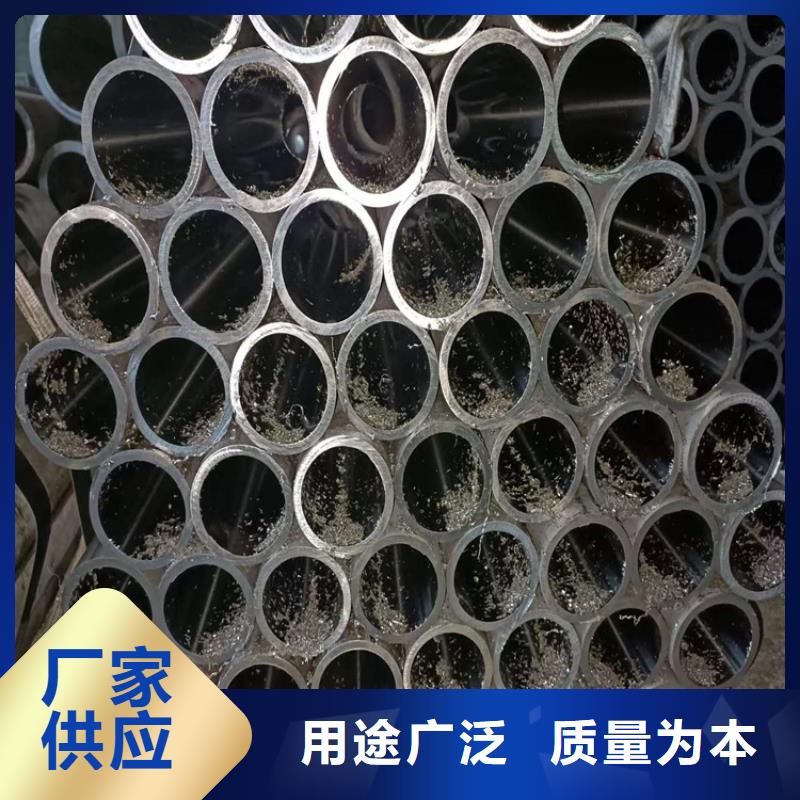
香港企业旺旺珩磨管绗磨管油缸管小口径绗磨管公司生产品种规格为:内径直径30mm—300mm,壁厚为2mm—40mm。技术条件为:内孔精度H5—H10,内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m小口径绗磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。为进一步提高珩磨生产率,珩磨工艺朝着强力珩磨、自动控制尺寸的自动珩磨、电解珩磨和超声珩磨等方向发展。珩磨机油石工作压力对珩磨切削性能影响很大,直接影响切削效率、珩磨油石磨损量和工件精度与粗糙度。当珩磨工作压力大时,珩磨切削量和珩磨油石磨损量都大,加工精度和表面粗糙度也差。珩磨工作压力小时,切削量和珩磨油石磨损量都小,加工精度和表面粗糙度则好



香港企业旺旺珩磨管绗磨管油缸管热轧绗磨管后的区别热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。


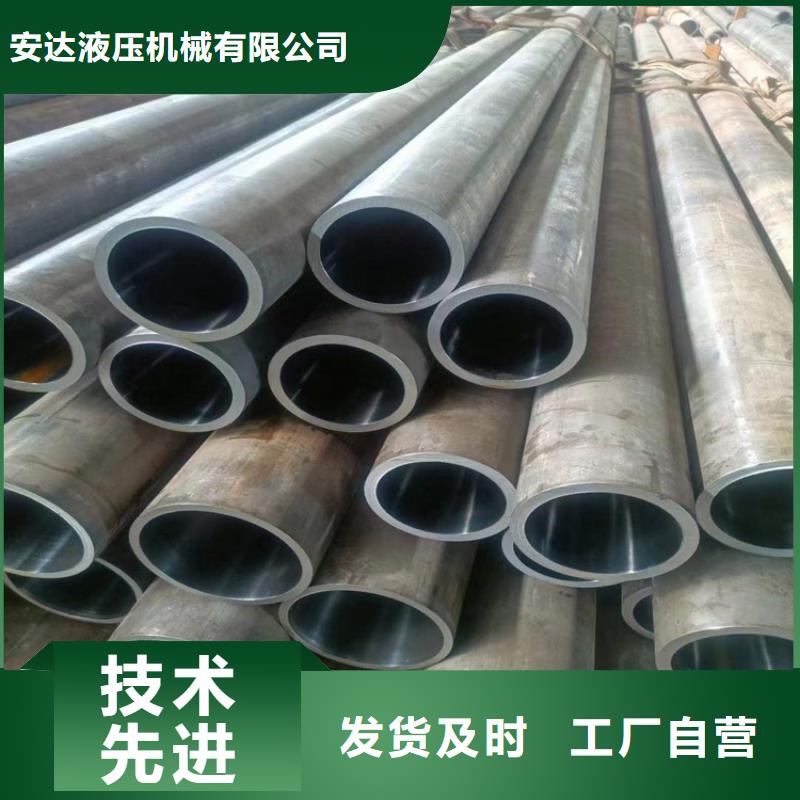
安达液压机械有限公司是一家 香港液压油缸管报价行业厂家,生产经验丰富。多年来,我们不断的投入和建设,持续增强我们的市场开拓、技术研发、生产制造能力,拥有了一支专业技术和市场销售相结合的成熟队伍。



